钢管组焊
发布日期:2023-11-13 人气:39820 栏目:客户案例
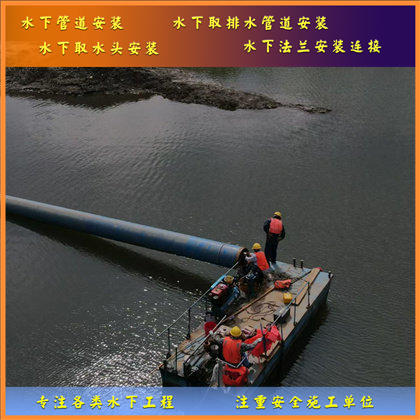
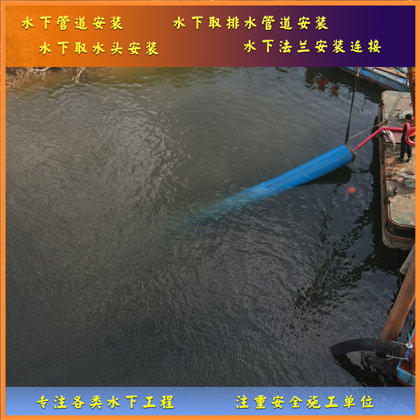
沉管预制的弯头采用5D的45度3PE防腐弯管,每只弯管长度为2.35m,在直管两边各对接两只弯管,两只弯管中心对中心为1.65m,在弯管两头各加5m长度的直管,这样沉管段预制完成。 在管道拼装现场采用吊车、小型龙门架进行成品管的对口焊接。 在焊接前应对进场的成品管再次进行外观复检,检查管节在运输过程中可能造成的缺陷,并应予以消除。 钢管焊接采用手工下向焊,在正式组焊前,根据现场环境,进行焊接设备与焊接工艺的认可试验。全部现场焊接作业、焊接设备、焊接工艺规程皆经监理工程师认可并由合格焊工执行。 钢管组焊时,应减少错边量,从管顶中心分别向下组对,四周管口做到内口平齐,错边且不超过0—1.6mm,对接间隙0.8—1.0mm,相邻纵缝之间错开200mm以上。 焊接前应清除焊道处的油漆、铁锈、油污、积水,杂质等,早晚温度低时用氧炔焰清除水锈。 手工电弧焊条用E6010在焊接时,先焊根焊,再热焊盖面,电动砂轮清根,认真清理底层焊渣。 焊接后,打磨飞溅、焊瘤、不规则焊缝。先进行外观检查,合格后,进行内部检验。检验合格后及时进行接头的外防腐,其要求与成品管的要求相同。 如此反复操作,直到完成要求长度的管段组装。焊接检验:包括外观检验和无损检测,外观检验由施工单位和监理单位检验,根据设计要求,所有环向焊缝均进行100%X射线检验,射线探伤应达到3323-87 Ⅱ级的标准。焊接检验人员必须持证上岗,保证仪器完好,检验结果准确。焊接检验应随焊接进度及时检验,并将经监理确认的结果及时反馈,以便施工单位及时掌握质量动态,采取措施,制订对策,为下道工序创造条件。 长管段组装完成后,两端封焊盲板,同时做好钢管下水拖运的各项准备工作与措施,然后待钢管接口防腐固化后,进行钢管拖运沉放。

- 攻克水下法兰安装难题

- 打造水下管道铺设精品工程

- 精准对接,沉管法打造水下稳固通道
- 取水头安装:保障水源供应的基石工程
- 水下法兰安装全流程解析
- 2025-06-20智能时代下的沉管法施工:数字化监测与自动化控制技术革新
- 2025-06-16对抗水流与风浪:沉管安装如何实现「稳中求准」
- 2025-05-28揭秘超级工程:港珠澳同款沉管安装技术大公开
- 2025-05-23摄像检查揭秘水下隐患
- 2025-05-22复杂水域环境下的水下法兰安装工程实践与经验总结
- 2025-05-21水下法兰安装在海洋工程中的应用
- 2025-05-20过江沉管施工的难题破解之道
- 2025-05-19水下管道安装技术的突破与应用
- 2025-05-16水下取水头安装全解析
- 2025-05-15过河管道铺设的技术突围
- 2023-10-21水下管道直埋敷设工程--水上作业工程
- 2023-10-18取水管水下改造--输水管道水安装
- 2023-10-16过河管道埋设安装---水下开槽铺设管道
- 2023-10-17水下安装过河管道--水下作业
- 2022-12-08水下安装供水管道---方案咨询
- 2022-12-08水下管道回填---求购信息
- 2020-09-01取水头顶管
- 2022-12-08铺设水下管道---水下施工
- 2022-12-08取水头水下改造---水下作业
- 2021-02-25水下铺设管道—放心企业
